数年前、東都紙器は新しい自動平盤打抜機を導入致しました。
自動平盤打抜機は、高速で抜加工ができる機械です。
しかし東都紙器が新しい自動平盤打抜機を導入した理由は、生産性向上はもちろん、品質管理の精度を高めることでもありました。
花びらの位置が数ミリずれていることが判明!紙箱の重要性の高まりを痛感
数年前の話になりますが、東京三大かりんとうのひとつ小桜様の紙箱制作を東都紙器が担当することになりました。
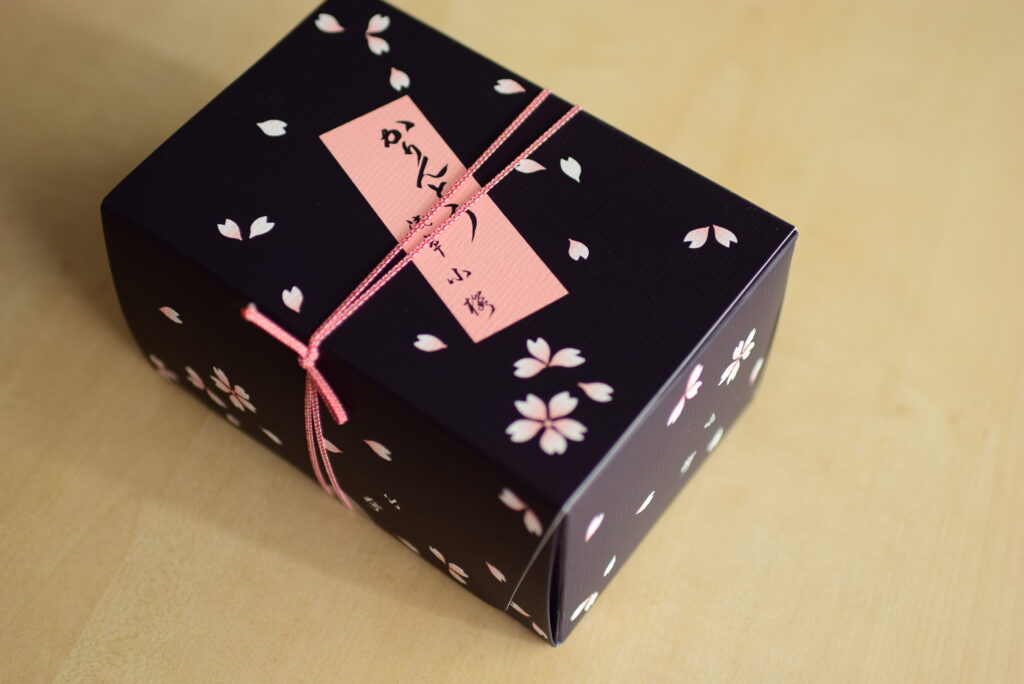
この小桜様の箱は、以前は包装紙で包まれていました。包む際に折り目を合わせる部分について細部までこだわりがあり、包装作業は熟練した従業員でなければできない作業でした。人手不足の状況が続き、熟練の包み手が少なくなってしまったために、「包装紙のデザインを直接紙箱に印刷したものは作れないですか?」というお客様のご要望がありました。
しかし包装紙のデザインデータがなく、現物の包装紙からスキャニングして絵柄をデータ化し、花びらをひとつひとつ再現して完成させました。
小桜様の紙箱制作ストーリーについてはこちらをご覧ください。>>伝統を受け継ぐ包装紙の質感を紙箱で再現。包装工程の大幅な削減に成功
最初の納品でお客様が箱を組み立てる作業に立ち会ったのですが、その時に従業員の方から「右端の桜の花びらが折り目に対してずれている」という指摘がありました。
紙箱を確認しましたが、パッと見ただけでは違いがわかりません。そこで当初作成したサンプルと合わせてみたところ、花びらの位置が2~3ミリずれているのがわかりました。
調査の結果、抜加工をする際のズレ、いわゆる「抜きズレ」が原因と判明。納品予定となっていた紙箱に対して、すべて正の紙箱とつきあわせて再検査しました。
最近は紙箱のデザイン性が高く、ほんのわずかなズレがブランドイメージに影響を与えることが多くなっています。
それだけパッケージが商品の「顔」として重要になってきているのだと思います。
このことがきっかけとなり、同じ問題を起こさないよう新しい自動平盤打抜機を導入することになりました。
数ミリのズレを検知!自動平盤打抜機における品質管理のこだわり
こちらが新しい自動平盤打抜機です。

抜きズレが発生するのは、抜加工をする前に紙箱の用紙をセットする段階で、指定位置に正しく配置できていないことが原因です。数ミリずれてしまうと、用紙がまっすぐに流れず、ずれたまま抜型で抜かれてしまいます。

こうした問題を防ぐためにカメラで撮影した画像を解析します。

許容範囲外のズレが生じた場合は、ラインが自動で停止します。ズレの値はモニターで確認できます。

新しい自動平盤打抜機は、熟練のオペレーターでなくても操作できます。しかし高い品質を保持するためには時々の条件に応じた設定をする必要があり、ノウハウが求められます。
例えば用紙をセットする際に、用紙をグリップして持ち上げて所定の位置にセットするのですが、グリップ力が強いと紙に負担がかかり、傷がついてしまうことがあります。そこで、グリップ力の設定を可能な限り緩くするように設定しています。
またローラーで用紙を押さえる際に、紙質によって押さえる力の強度を調節しています。薄い紙質の用紙に力をかけると、表面に傷がついてしまいます。反対に厚い紙質の用紙では押さえる力が足りないと紙の位置がずれることがあります。
東都紙器はより高い品質を追求し、日々研究を重ねています。紙箱の品質にお悩みを持つ方は、ぜひ一度ご相談ください。